
Absaugung
Absaugen bedeutet, die Schweißrauche zu erfassen, bevor sie eingeatmet werden können und bevor sie sich im Raum ausbreiten. Zum Absaugen werden Erfassungselemente genutzt. Diese können verschiedene Formen haben.
Absaugungen allgemein
Beim Schweißen von Hand ist (nicht nur) die schweißende Person durch Schweißrauche gefährdet. Die Rauche müssen abgesaugt werden. Die Absaugung muss erfolgen, bevor die Rauche in den Atembereich der schweißenden Person gelangen. Die Absaugung hat keine große Reichweite. Besser ist es, den Prozess einzusperren.
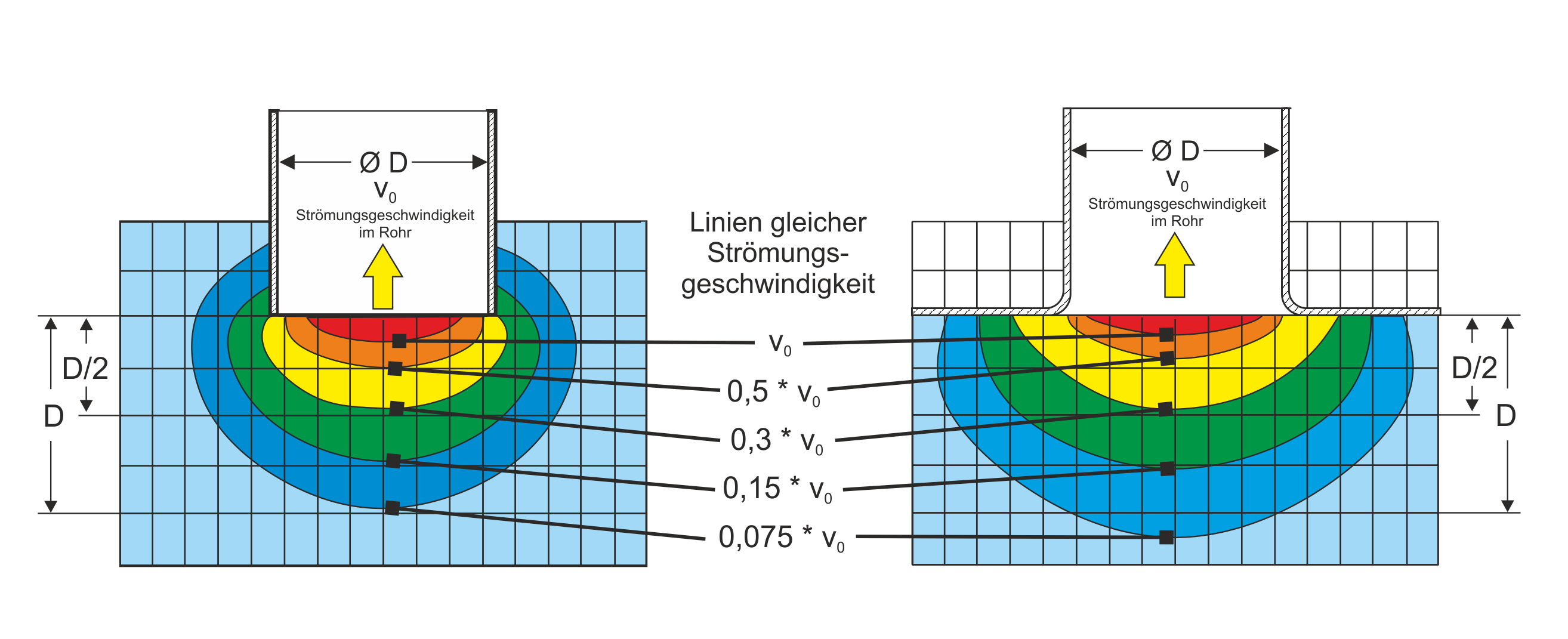
Die Grafik zeigt:
- Das Saugfeld ist nicht groß.
- Die Reichweite ist physikalisch bedingt.
- Die Absauggeschwindigkeit hängt von der Luftgeschwindigkeit im Rohr ab.
Absaugung in Niedrigvakuumtechnik
Diese Absaugungen – auch als Rüsselgeräte bezeichnet – bestehen aus einem Absauggerät, mehr oder weniger Rohrleitungen und einem Erfassungselement.
Ein geringer Volumenstrom hat ein kleines Saugfeld zur Folge. Das Erfassungselement muss dann dichter an der Schweißstelle positioniert werden. Je nach Platzangebot und Schweißaufgabe ist das effektive Absaugen nicht mehr möglich.
Typischerweise werden diese Absaugarme mit einem Volumenstrom von 800–1000 m3/h betrieben. Der Schlauchdurchmesser der Absaugarme ist üblicherweise 150–160 mm. Das Saugfeld hat dann eine Reichweite von circa 30 cm.




Es ist sehr wichtig, auf die Volumenströme zu achten, besonders bei Zentralanlagen mit mehreren Absaugarmen.
Die schweißende Person bringt das Erfassungselement an die richtige Stelle. Der Absaugarm verfügt über eine Mechanik, mit der das Erfassungselement geführt und gehalten wird. Diese Mechanik muss leichtgängig sein. Das Erfassungselement darf nach dem Loslassen nicht wegsacken oder zurückfedern.
Absaugung in Hochvakuumtechnik
Diese Absaugungen bestehen aus einem Absauggerät, mehr oder weniger Rohrleitungen – häufig auch frei verlegten Schläuchen – und einem Erfassungselement.

Für die Absaugung in Hochvakuumtechnik werden viele verschiedene Erfassungselemente angeboten. Auch anwendungsspezifische Erfassungselemente, die zum Beispiel in Vorrichtungen integriert werden können, sind einsetzbar. Meist werden Schläuche mit einem Durchmesser von 60–80 mm genutzt. Der notwendige Volumenstrom ergibt sich aus dem Schlauchdurchmesser und dem verwendeten Erfassungselement.
Absaugung in den Schweißbrenner integriert
Schweißbrenner mit integrierter Absaugung sind für die Schweißverfahren MIG/MAG und WIG erhältlich. Die in den Brenner integrierte Absaugung befindet sich sehr dicht am Lichtbogen. Bei falscher Einstellung ist die Schutzgasabdeckung gefährdet oder die Absaugung unwirksam. Zu wenig Absaugvolumenstrom führt die Schweißrauche nicht ausreichend ab. Zu viel Absaugvolumenstrom saugt das Schutzgas mit ab.
Der Brenner und der Entstauber, also das Absauggerät, müssen aufeinander abgestimmt sein. Informationen hierzu liefern die Hersteller der Schweißbrenner und der Entstauber.

Absaugung in den Schweißtisch integriert
Kleinere Werkstücke können auf abgesaugten Schweißtischen bearbeitet werden. Die Wirksamkeit der Tischabsaugung nimmt mit zunehmender Größe der Werkstücke ab.
Bei Schweißtischen wird der Rauch nach unten abgesaugt. Schweißrauche steigen jedoch nach oben auf. Der Absaugtisch arbeitet also gegen die Thermik. Darum braucht er mehr Volumenstrom. Verfahren, die die Thermik nutzen, benötigen vergleichsweise weniger Volumenstrom. Tische mit einer zusätzlichen Absaugung in der Rückwand sind in dieser Hinsicht effizienter.

Die Qual der Wahl
Die „richtige“ Absaugung muss sorgfältig ausgewählt werden.
Die Absaugung muss zum Schweißprozess passen!
Absaugarme in Niedrigvakuumtechnik sind gut geeignet für Schweißnähte, die nicht länger sind als circa 30 cm, da sie dann während des Schweißens nicht nachgeführt werden müssen.
Bei Schweißarbeiten in Behältern sind diese Absaugarme ungeeignet.
Für lange Schweißnähte sind meist Absaugbrenner die geeignete Lösung.
Häufig wiederkehrende Schweißnähte können auch mit speziell angepassten Erfassungselementen abgesaugt werden.
Welche Absaugung ist für welche Anwendungen geeignet?
| Brennerintegrierte Absaugung | Alle Schweißnähte, besonders geeignet für lange Schweißnähte |
| Absaugarm | Besonders geeignet für Heften und kurze Nähte; muss bei längeren Nähten nachgeführt werden |
| Absaughaube | Optimal einsetzbar für Roboterschweißplätze |
| Absaugtische | Alle Schweißaufgaben, begrenzt durch die Tischgröße |